銲機電源極性
電弧銲機之電源極性依輸出電流不同而可分為直流正接(Direct Current Electrode Negative, DCEN)、直流反接(Direct Current Electrode Positive, DCEP)及交流(Alternating Current, AC)等。以下簡述此三種電源極性之應用特性。
1.直流正接(DCEN)
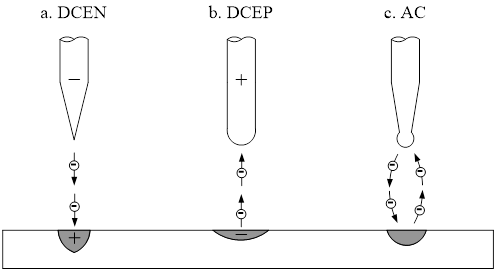
當採用直流正接時,電極係接負極而工件接正極,如圖a所示。銲接時經高週波起弧後,由於電子係從電極高速衝擊至工件,此時約有70%電弧熱量分佈於工件表面,因此將獲致較窄深銲道形態。因僅約有30%電弧熱量分佈於電極端部,故電極耗損率較小。直流正接一般應用於碳錳鋼、不銹鋼及鈦合金等之電弧銲接作業。
2.直流反接(DCEP)
當採用直流反接時,電極係接正極而工件接負極,如圖b所示。銲接時經高週波起弧後,由於電子係從工件高速衝擊至電極,此時僅約有30%電弧熱量分佈於工件表面,因此將獲致較寬淺銲道形態。因約有70%電弧熱量分佈於電極端部,故電極耗損率較大。另採用直流反接具有氧化膜破除效應。直流反接僅應用於特殊場合之電弧銲接作業。
3.交流(AC)
當採用交流時,電極與工件正負極將瞬間相互持續轉換,如圖c所示。如前所述,當電極為負極時(交流正半波)則具有銲道熔融能力,而當電極為正極時(交流負半波)具有氧化膜破除效應。由此得知採用交流,除了具有銲道熔融能力外,亦具有氧化膜破除效應。另因(平衡波)電弧熱量係平均分佈於電極端部與工件表面(約各佔50%),故電極耗損率較直流反接小。交流一般應用於鋁合金或鎂合金之電弧銲接作業。
本文歡迎轉載,但請註明出處。